| TAILSTOCK DIE HOLDER - VERSION 2 |

↓ I started out with a lump of 50mm mild steel, cut to size in the bandsaw.

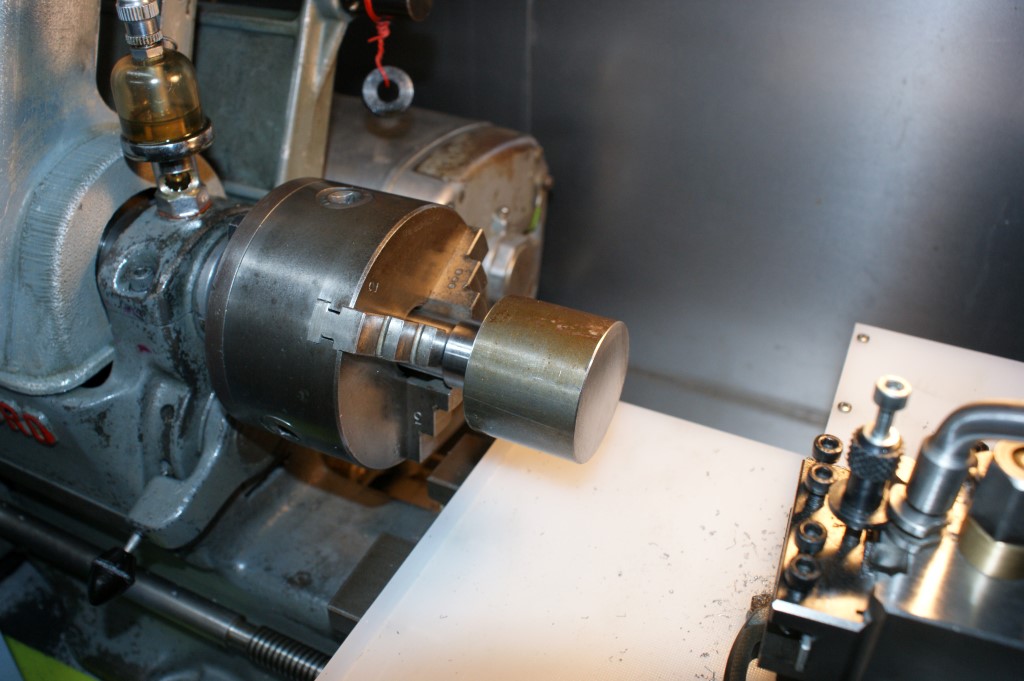
↓ I did this job in the Myford ML7, which suddenly feels pretty small when you put large diameters in the chuck.

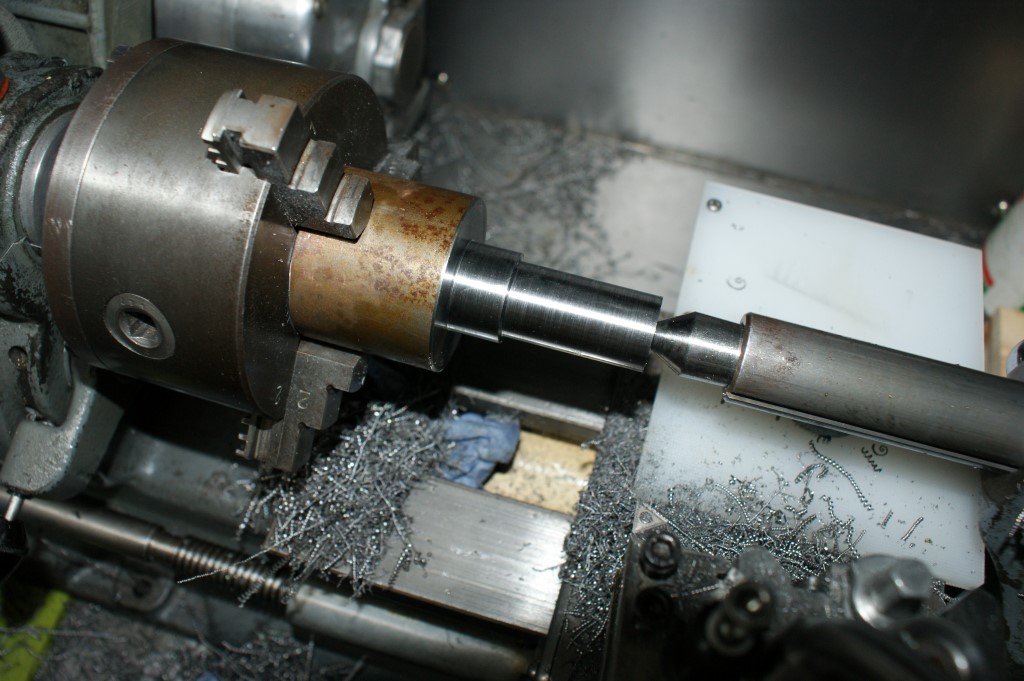
↓ I turned one end down to smaller diameters, to reduce the weight of the tool, and also to make it a more comfortable fit in the lathe chuck.
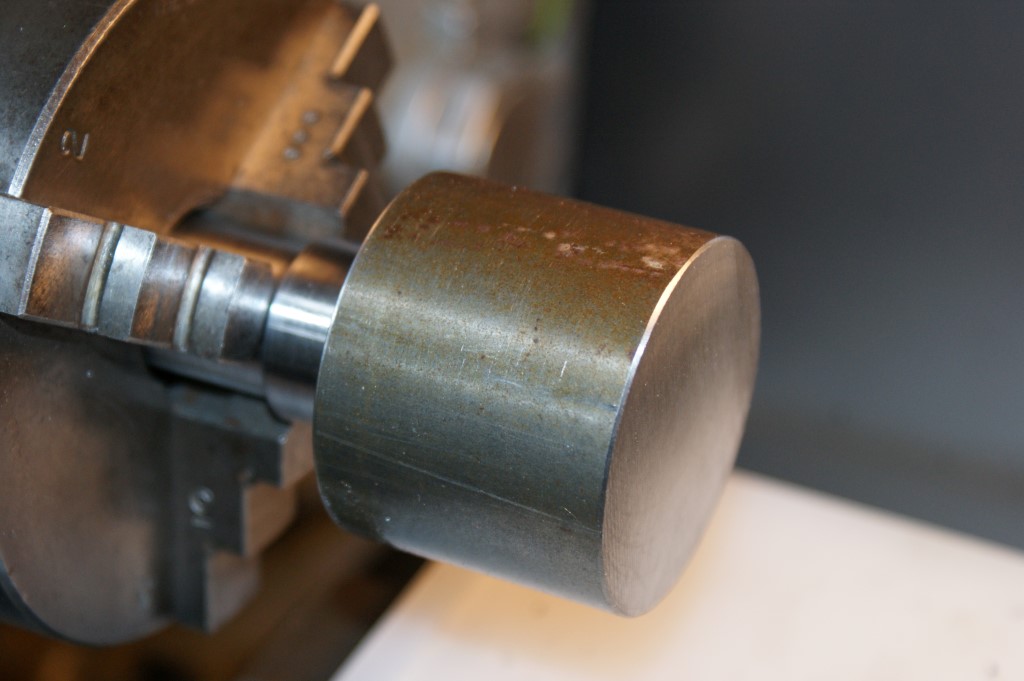
↓ I turned the piece around, to start on the end that will hold the die.
↓ I removed the chuck (keeping the work in the chuck), and mounted the chuck in the rotary table on the milling machine.
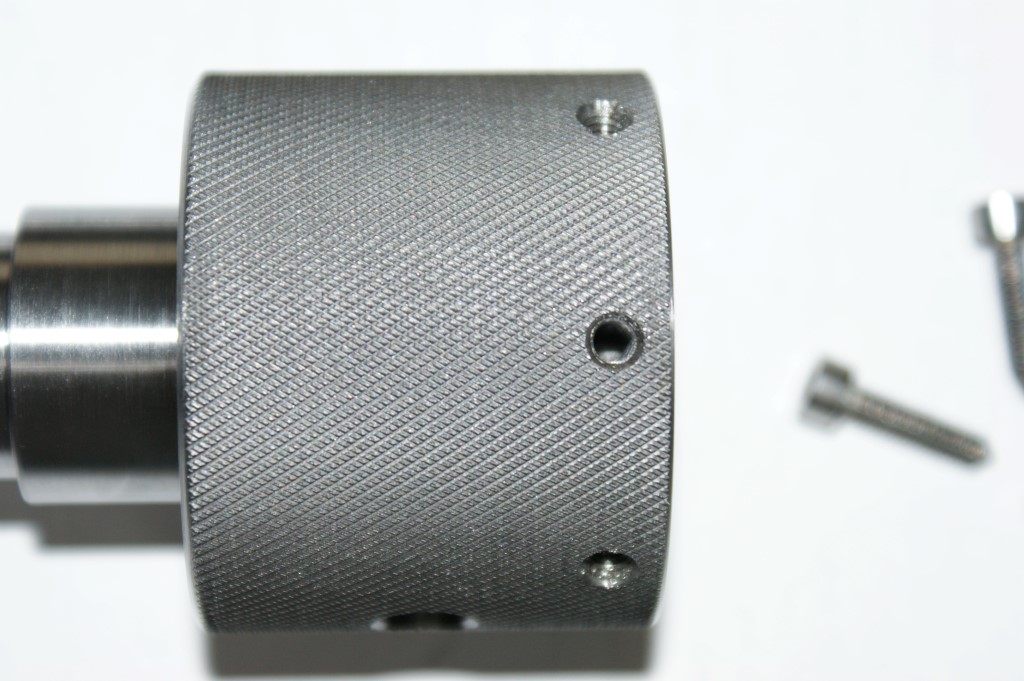
↓ I used a center drill and created a chamfer to tidy up the holes.
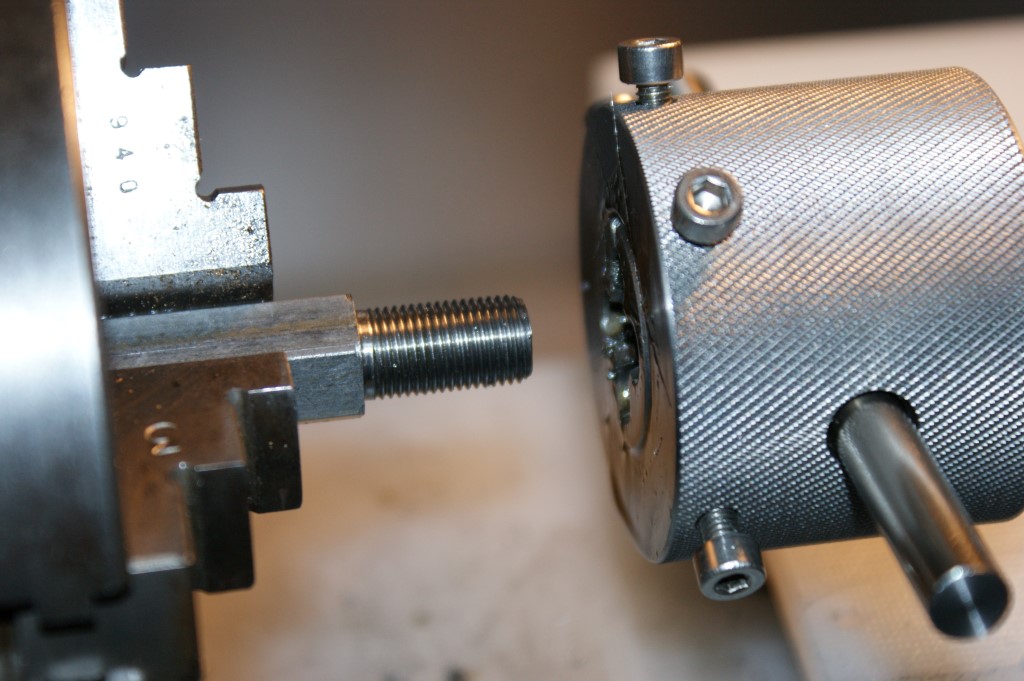
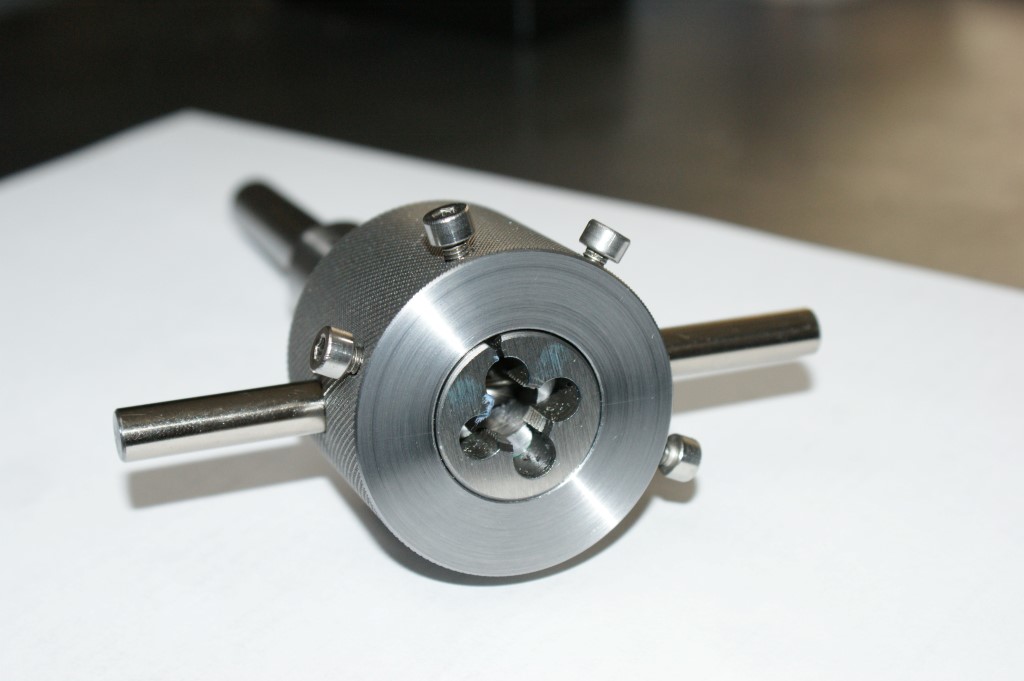
↓ Here is the 1/2inch bar that fits into the chuck in the tailstock, and the 8mm tommy bar.

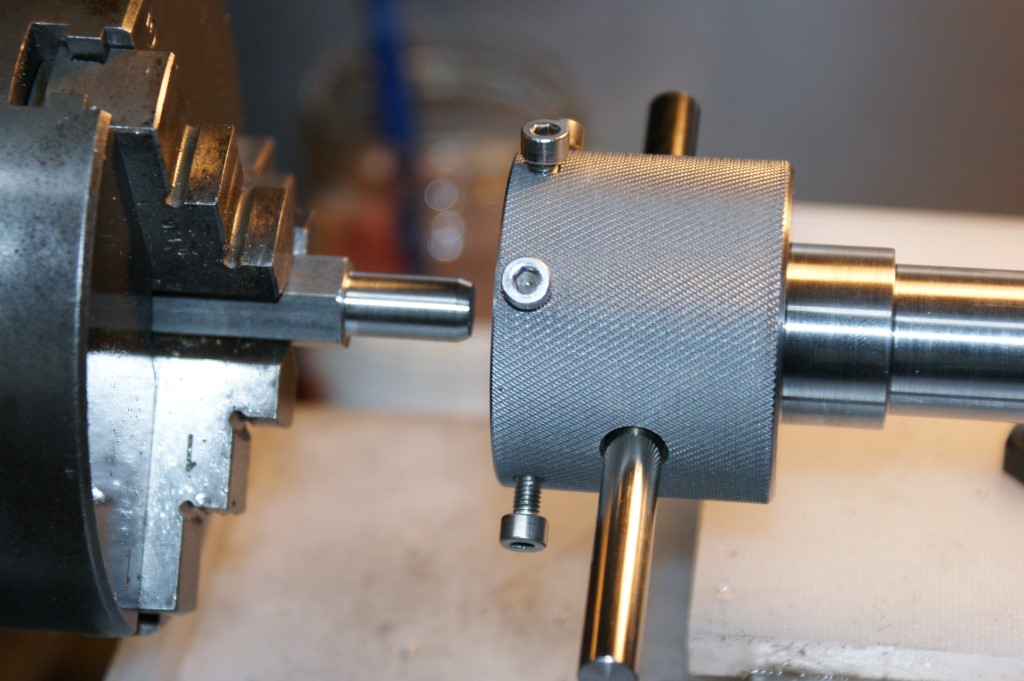
↓ Here are the set screws. I used M4 Hex head screws, and dressed the ends in the lathe.

↓ The scissor type knurling tool is easy to use and does a good job for me.

↓ Here is the tool in action, cutting a 1/8x28 BSP thread (around 9mm), on a part for my homemade ML7 oilers.
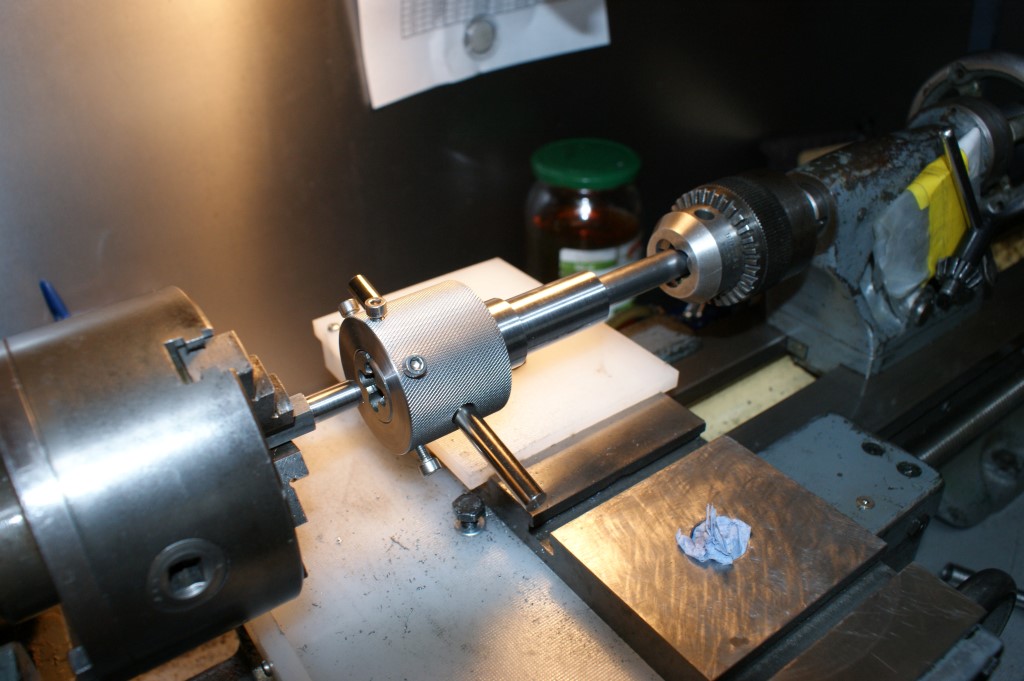
↓ A good chamfer makes for an easy start.
↓ I struggled a little, cutting a thread at around 9mm diameter, and my hand hurt after a while.